Smart Monitoring Systems for Transformer Manufacturing: Real-Time Monitoring, Predictive Maintenance & ROI Analysis under Industry 4.0
2026-03-30
Intelligent monitoring systems in industrial production are defined as comprehensive systems that utilize technologies such as IoT, big data, AI, edge computing, and digital twins to achieve real-time sensing, analysis, early warning, and optimization. They support predictive maintenance, energy efficiency improvement, quality stability, production safety, and green and low-carbon development.
1. Why Transformer Manufacturers Need Smart Monitoring Now
In the context of Industry 4.0 manufacturing, transformer manufacturers face increasing pressure from:
- Rising energy costs
- Higher reliability expectations from utilities and industrial clients
- Tighter delivery schedules
- Growing quality and compliance requirements
Traditional equipment monitoring—based on manual inspection or periodic testing—is no longer sufficient. Smart Monitoring Systems have become a foundational technology for modern transformer manufacturing plants, enabling real time monitoring, predictive maintenance, and measurable energy savings.

2. Definition: Smart Monitoring Systems in Transformer Manufacturing
In transformer manufacturing, a Smart Monitoring System is defined as an integrated digital system that uses:
- IoT sensors embedded in production equipment
- Real-time data acquisition
- AI-driven analytics and predictive algorithms
- Edge computing for fast local decisions
- Digital twins for virtual process simulation
The system continuously monitors equipment performance, energy consumption, and process stability, supporting early warning, optimization, and decision-making.
3. Key Monitoring Objects in Transformer Manufacturing Plants
3.1 Critical Equipment and Processes
For a transformer manufacturer, smart monitoring typically focuses on:
- Winding machines (tension, speed, vibration)
- Drying ovens and VPI systems (temperature, humidity)
- Core stacking and clamping systems
- Testing equipment (load losses, no-load losses, partial discharge)
- Plant-level electrical systems and transformers
Real-time monitoring ensures deviations are detected before they affect product quality.
4. Predictive Maintenance: Reducing Downtime in Transformer Plants
4.1 From Scheduled Maintenance to Condition-Based Maintenance
Predictive maintenance uses historical and real-time data to forecast equipment failure trends. For example:
- Abnormal vibration in winding machines
- Temperature drift in curing ovens
- Insulation stress trends in test transformers
By acting before failure occurs, manufacturers achieve reduced downtime and avoid costly production interruptions.

5. Energy Savings and Energy Efficiency in Transformer Manufacturing
Energy consumption represents a major operating expense in transformer factories, particularly due to:
- Long curing cycles
- High-power test systems
- Material handling and HVAC loads
Smart monitoring systems analyze real-time energy data to identify inefficiencies such as idle running, peak load spikes, and abnormal losses.
Typical Energy Savings
Well-implemented systems deliver 5%–12% energy savings without hardware replacement, directly improving margins.
6. ROI Calculation Example for a Transformer Manufacturing Plant
6.1 Assumptions (Mid-Sized Transformer Factory)
|
Parameter |
Value |
|
Annual energy consumption |
12,000 MWh |
|
Average electricity cost |
USD 0.12 / kWh |
|
Annual energy cost |
USD 1,440,000 |
|
Smart monitoring system investment |
USD 180,000 |
|
Expected energy savings |
8% |
|
Downtime reduction |
20% |
6.2 Annual Financial Impact
- Energy savings:
1,440,000 × 8% = USD 115,200 / year - Downtime cost reduction (estimated):
USD 80,000 / year
6.3 ROI Summary
|
Item |
Value |
|
Total annual benefit |
USD 195,200 |
|
Payback period |
~11 months |
|
3-year net benefit |
> USD 400,000 |
This calculation does not include secondary benefits such as improved quality stability and reduced warranty risk.
7. Industry Case Study: Transformer Manufacturer Implementation
Case Background
A medium-voltage transformer manufacturer serving utilities and industrial clients implemented a Smart Monitoring System across its winding, drying, and testing workshops.
Results After 12 Months
- Reduced unplanned downtime by 22%
- Improved test pass rate by 6%
- Achieved 9% reduction in energy consumption
- Improved delivery reliability for EPC customers
The system integrated with the existing Manufacturing Execution System (MES), enabling production scheduling adjustments based on real-time equipment health.
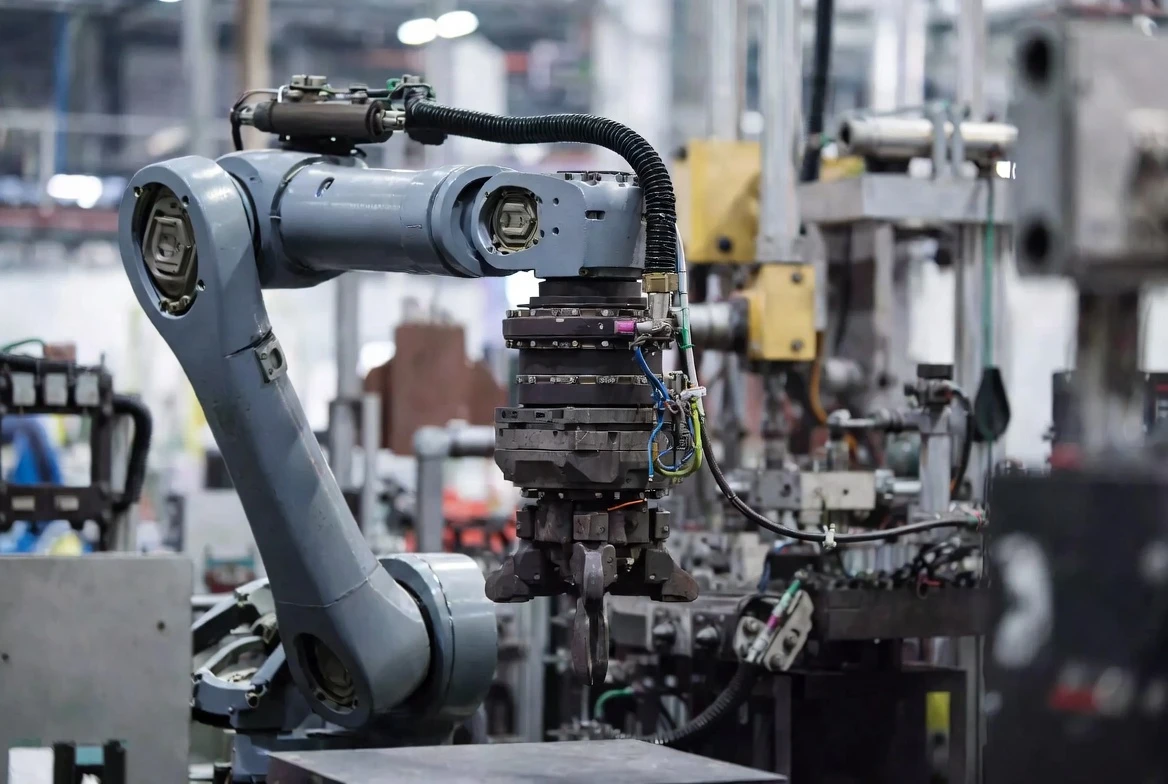
8. Smart Monitoring, AI Robots, and Industrial Automation
Advanced transformer factories increasingly deploy AI robots for material handling and inspection. Smart monitoring provides the data foundation for:
- Adaptive robotic operations
- Automated defect detection
- Closed-loop process control
This integration significantly enhances efficiency and productivity while maintaining consistent quality.
9. Supporting Sustainability and Low-Carbon Manufacturing
Smart monitoring systems help transformer manufacturers meet environmental and ESG targets by:
- Reducing energy consumption
- Minimizing material waste
- Supporting transparent energy reporting
These capabilities are increasingly important for customers in utilities, renewable energy, and data centers.
10. Key Implementation Considerations for Transformer Manufacturers
When selecting a smart monitoring solution, transformer manufacturers should evaluate:
- Experience in transformer or heavy electrical equipment manufacturing
- Sensor reliability in harsh industrial environments
- Cybersecurity and data ownership
- Scalability across multiple production lines
- Integration with MES and industrial automation systems
11. Smart Monitoring as a Competitive Advantage
For transformer manufacturers operating under Industry 4.0, Smart Monitoring Systems are not just digital tools—they are strategic assets.
They enable:
- Predictive maintenance
- Energy savings
- Improved equipment performance
- Higher production stability
- Faster ROI
Manufacturers that invest early gain a measurable competitive advantage in cost, quality, and delivery reliability.
Related Articles




Related Products

FR-N20XA8E-AR Triplex 12/20kV Cable Gen to NF C 33-226 - AL/XLPE/MDPE
The NF C 33-226 AL-XLPE-MDPE 12/20(24)kV Triplex Cable is a high-quality three-core medium voltage power cable designed for reliable three-phase energy transmission. It is constructed with Class 2 stranded aluminum conductors, cross-linked polyethylene (XLPE) insulation, and a medium-density polyethylene (MDPE) outer sheath, providing excellent electrical performance, thermal stability, and mechanical durability. Manufactured in accordance with NF C 33-226, IEC 60502-2, and EN 60228, this cable is ideal for industrial plants, municipal networks, and commercial power systems. It offers high resistance to water (AD7) and UV radiation (ISO 4892), and is halogen-free (IEC/EN 60754-1), ensuring safe and environmentally friendly operation. With a rated voltage of 12/20 (24)kV and a maximum conductor temperature of 90°C, this AL-XLPE-MDPE Triplex cable ensures efficient, safe, and long-term power transmission in medium-voltage distribution networks.
715.5 MCM Violet AAC Cable
The 715.5 MCM Violet AAC Cable is a high-performance All Aluminum Conductor designed for demanding overhead power transmission and distribution lines. Manufactured with 37 strands of premium 1350-H19 aluminum wire in a concentric lay configuration, this bare conductor provides excellent electrical conductivity with a low DC resistance of 0.024 ohms per 1000 ft at 20°C. Featuring an overall diameter of 0.974 inches and a rated breaking strength of 12,800 lbs, the Violet AAC delivers a robust ampacity of 823 amps while weighing only 671.7 lbs per 1000 ft. Its optimized strength-to-weight ratio minimizes sag and structural loading. Fully compliant with ASTM B-230 and B-231 standards, the 715.5 MCM Violet AAC Cable offers outstanding corrosion resistance for long-term durability in harsh outdoor environments, making it the preferred choice for utility networks requiring cost-effective, high-reliability bare aluminum conductors.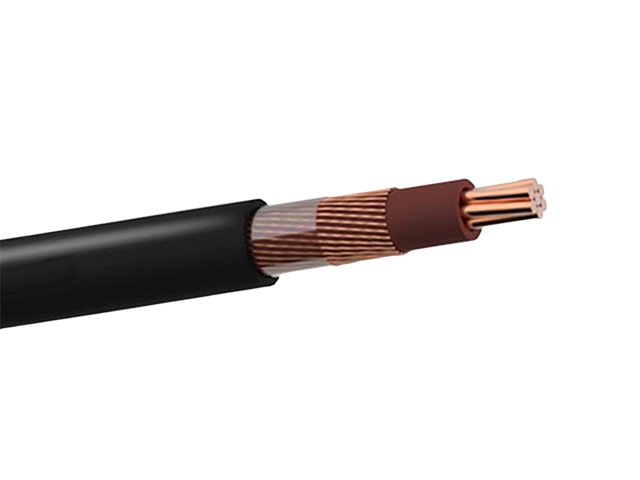
Copper Concentric Flat LV Cable 600/1000V
The Copper Concentric Flat LV Cable is engineered for safe and efficient low-voltage power delivery in residential and commercial applications. It consists of a stranded hard-drawn copper phase conductor with XLPE insulation, concentrically arranged copper neutral conductors, and a durable black polyethylene outer sheath. The flat design offers superior flexibility for easy installation in limited spaces while maintaining excellent electrical balance and mechanical protection. With high conductivity and UV-stabilized materials, this cable performs reliably in both overhead aerial and underground environments. The Copper Concentric Flat LV Cable meets international performance standards and undergoes extensive quality testing to ensure consistent performance, safety, and long service life for modern LV networks.
161kV 50MVA Two-Winding Power Transformer – Efficient Oil-Filled Design with OLTC
The 161kV 50MVA Two-Winding Power Transformer is engineered to deliver precise voltage control and stable power transfer in high-voltage transmission and substation networks. Featuring an oil-filled insulation system combined with an On-Load Tap Changer (OLTC), this transformer allows continuous voltage adjustment under load conditions without interrupting system operation. The electromagnetic design emphasizes low losses, high operational efficiency, and consistent performance across variable load profiles. Robust mechanical construction enhances resistance to thermal expansion and short-circuit forces, ensuring long-term reliability in demanding grid environments. Optimized oil circulation supports effective heat dissipation, contributing to extended service life and reduced maintenance requirements. This transformer is well suited for modern power systems where voltage stability, operational flexibility, and dependable energy transmission are critical.
(N)TSCGEWOU 3.6/6kV, 6/10kV, 8.7/15kV and 12/20kV Submersible Cable
The (N)TSCGEWOU 3.6/6kV, 6/10kV, 8.7/15kV and 12/20kV Submersible Cable is a robust, flexible medium-voltage cable optimized for full submersion in mining and industrial water environments. It comprises class 5 tinned copper conductors for corrosion resistance, semi-conductive screens, EPR insulation for reliable dielectric and thermal properties (90°C rating), copper braid screen for shielding, control/monitoring conductors, and a high-performance watertight rubber outer sheath incorporating water-blocking elements to resist high hydrostatic pressure and prevent longitudinal/transverse water ingress. Compliant with DIN VDE 0250 and IEC standards, it provides excellent mechanical strength, flame retardancy, oil/chemical resistance, and flexibility for dynamic submersible use. The (N)TSCGEWOU Submersible is ideal for reliable power delivery to submersible pumps, dredgers, and underwater equipment in flooded mines, tunnels, and offshore applications.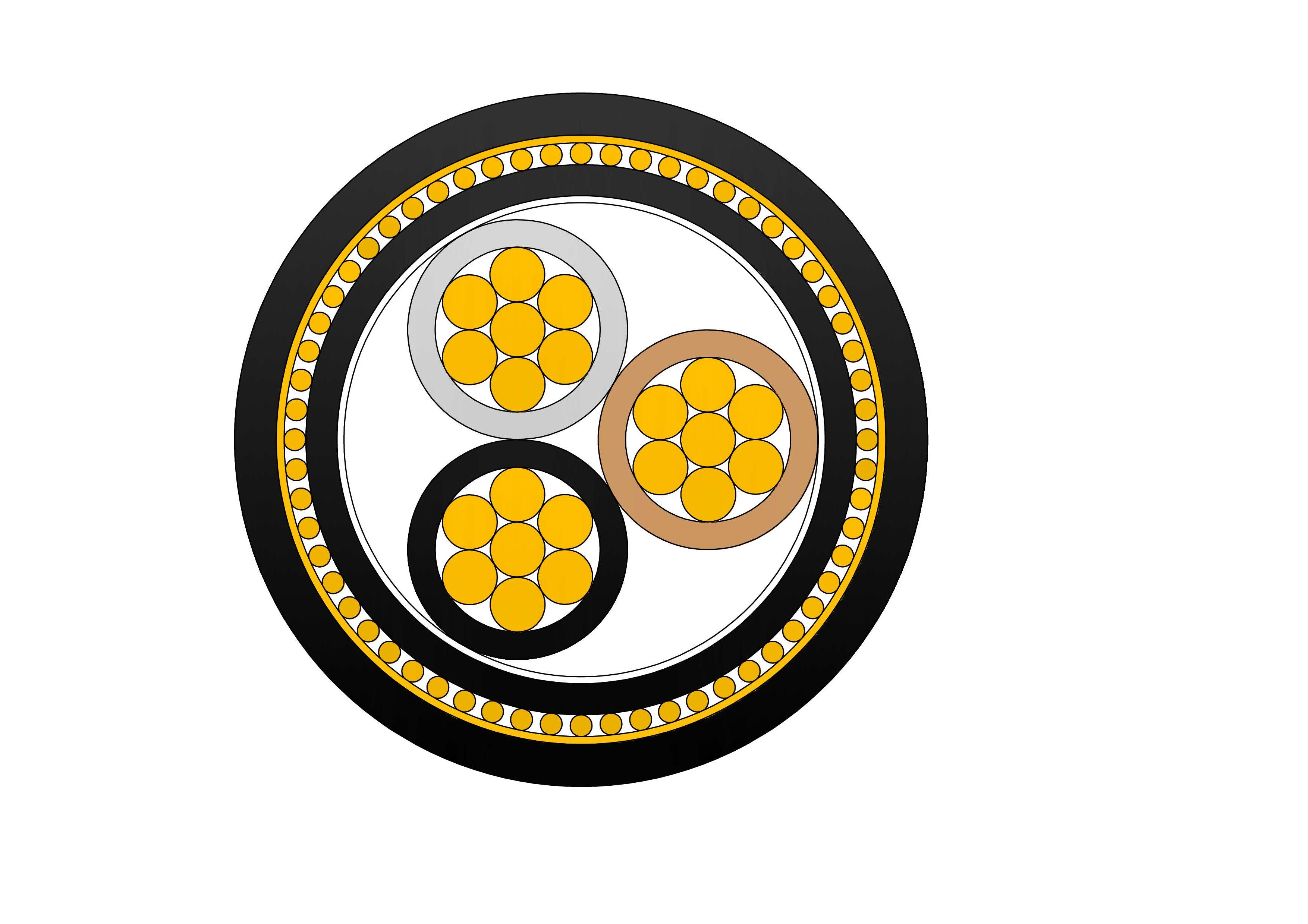
N2XCH 0.6/1kV Low Voltage Power Cable
N2XCH 0.6/1kV are low-voltage power cables designed according to VDE 0276-603 and IEC 60502-1 standards, suitable for fixed installation in indoor, outdoor, and underground environments, including concrete (not exposed to vibration), where electromagnetic shielding is required. Built with copper conductors, thermosetting XLPE insulation, LSZH inner bedding, concentric copper wire neutral/earth screen, and LSZH outer sheath, it meets IEC 60502-1 and stringent fire requirements. The concentric screen minimizes interference and provides fault current path. Zero halogen and low smoke emission ensure safety during fires. Optional armour enhances resistance to external damage. With high current capacity, thermal endurance, and moisture resistance, the N2XCH 0.6/1kV Low Voltage Power Cable is widely used in modern infrastructure demanding reliable, environmentally friendly, and shielded power distribution in populated or sensitive environments.2Y-high-voltage-power-cable-2.webp)
A2XS(FL)2Y HDPE High Voltage 36/60 (72.5) kV Power Cable
The A2XS(FL)2Y HDPE 36/60 (72.5) kV Power Cable is a cost-effective high-voltage cable with longitudinal water-blocking for reliable transmission and distribution at 36/60 kV rated / 72.5 kV maximum operating voltage. It includes stranded aluminium conductors for high current capacity and reduced weight, semi-conductive conductor screen, premium XLPE insulation for low dielectric losses and 90°C continuous rating (250°C short-circuit), semi-conductive insulation screen, concentric copper wire screen combined with aluminium laminated foil for longitudinal water-blocking, electromagnetic shielding, and grounding, and a high-density polyethylene (HDPE) outer sheath providing superior mechanical protection, moisture resistance, chemical stability, and UV resistance. Compliant with IEC 60840, VDE 0276-620, or equivalent standards, it offers excellent water tree resistance, high ampacity, and long service life even in wet, direct-buried, or flooded conditions. The A2XS(FL)2Y HDPE is ideal for underground HV lines, river crossings, industrial feeders, substations, and renewable energy connections where water ingress protection, efficiency, and durability are essential.
YY Control Cable (YSLY / HSLH) - 300/500V PVC & LSZH Flexible Control Cable
The YY Control Cable (YSLY / HSLH) is a highly flexible multi-core control cable designed for industrial automation, machinery, and building management systems. It features finely stranded copper conductors with PVC or halogen-free (LSZH) insulation, twisted cores, and a durable PVC or low-smoke zero-halogen outer sheath. Available in both standard PVC (YSLY) and flame-retardant low-smoke (HSLH) versions, this cable offers excellent flexibility, oil resistance, and reliable signal transmission. Rated 300/500V, it is suitable for indoor and protected outdoor installations. The YY Control Cable (YSLY / HSLH) undergoes strict quality testing from raw materials to finished product, ensuring consistent electrical performance, mechanical strength, and safety compliance with IEC 60227 and related standards.
FR-N30XA8E-AR Triplex 18/30kV Cable Gen to NF C 33-226 - AL/XLPE/MDPE
The FR-N30XA8E-AR Triplex 18/30kV Cable is a high-performance triplex medium-voltage cable manufactured to NF C 33-226 standard for reliable power distribution. It features three stranded aluminium conductors (AL), semi-conductive conductor screens, high-quality XLPE (cross-linked polyethylene) insulation for excellent dielectric strength and thermal stability (90°C continuous, 250°C short-circuit), semi-conductive insulation screens, copper wire screens for grounding and protection, and a robust medium-density polyethylene (MDPE) outer sheath providing superior mechanical protection, moisture resistance, UV stability, and chemical resistance. The triplex configuration (three cores twisted together) facilitates easy installation in overhead aerial bundled systems or underground ducts. Compliant with French NF C 33-226 and relevant IEC standards, it offers low dielectric losses, high current-carrying capacity, and long service life in demanding environments. The FR-N30XA8E-AR is ideal for MV overhead lines, underground distribution, rural electrification, and urban networks requiring durable, weather-resistant triplex cable.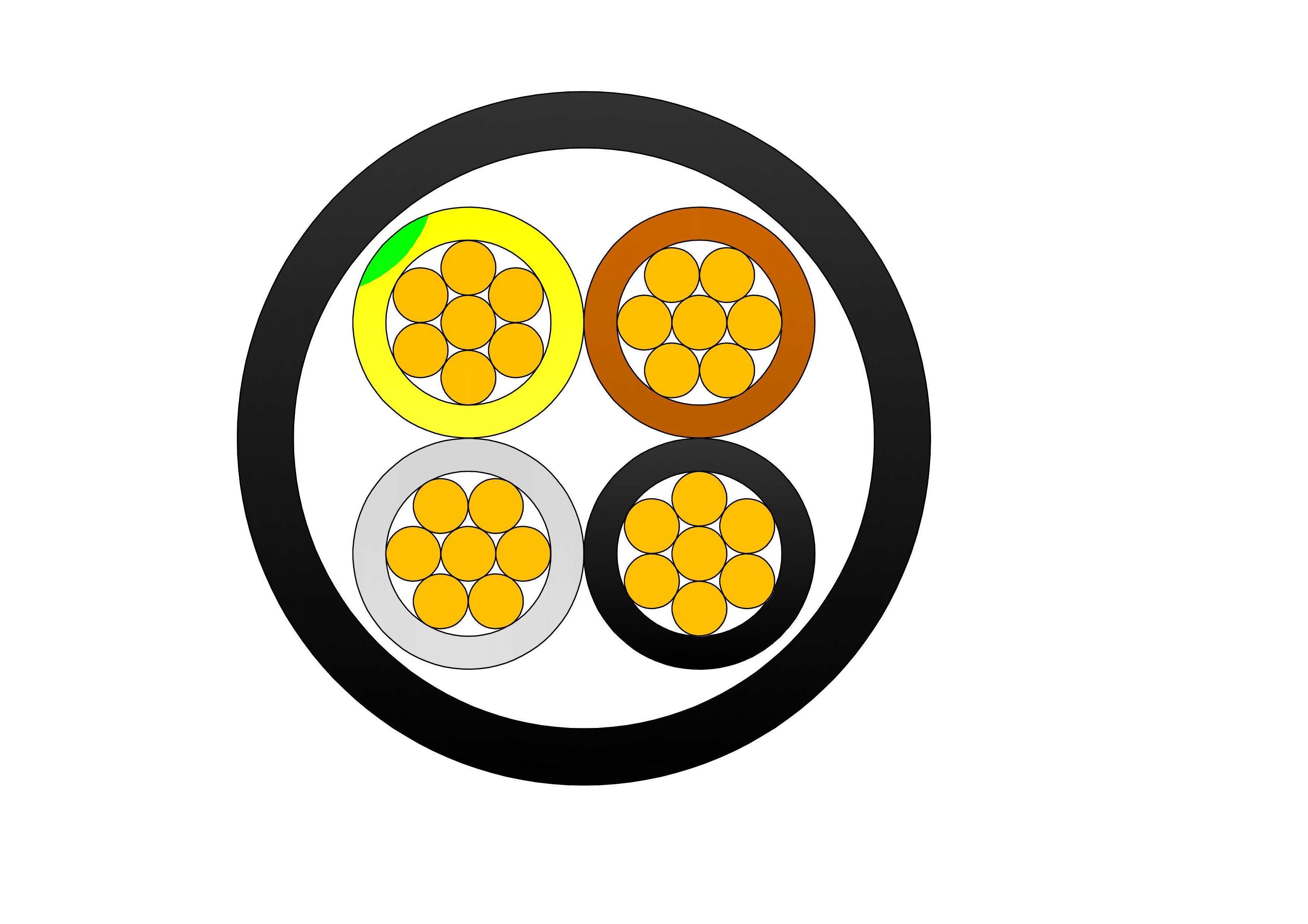
4/5 Cores SWA Armoured Cable
The 4/5 Cores SWA Armoured Cable is engineered for demanding power distribution applications where durability, safety, and mechanical protection are critical. Manufactured with premium copper or aluminum conductors, advanced XLPE insulation, galvanized steel wire armour, and a weather-resistant PVC outer sheath, the cable provides exceptional reliability in harsh operating environments. Its steel wire armour offers excellent protection against impact, tensile loads, crushing forces, and accidental mechanical damage. This makes the cable ideal for underground installations, cable trenches, and direct burial applications. The XLPE insulation delivers superior dielectric performance, low transmission losses, and thermal resistance up to 90°C continuous operation. The PVC outer sheath provides excellent resistance against moisture, chemicals, oils, abrasion, and UV radiation. Complying with IEC and BS standards, the cable is suitable for utility networks, industrial facilities, renewable energy projects, transportation infrastructure, and commercial developments. The 4/5 Cores SWA Armoured Cable offers an economical and dependable solution for modern power distribution systems.
1250kVA Oil Immersed Transformer
NPC ELECTRIC's 1250kVA oil-immersed transformer adopts advanced design and manufacturing technology and complies with international power equipment standards (such as IEC, ANSI, IEEE, etc.). Its high-quality materials and strict quality control ensure the long-term reliability and safety of the equipment. The transformer has high efficiency and stable power transmission performance and is widely used in industrial, commercial, and power systems. With low operating noise and reliable voltage regulation, the transformer is well suited for industrial facilities, commercial complexes, and utility distribution networks.
50kVA Conventional Type Single Phase Pole Mounted Transformer
The 50kVA Conventional Type Single Phase pole Mounted transformer produced by NPC ELECTRIC has a rated capacity ranging from 10kVA to 333kVA, meeting the standards of ANSI/IEEE C57, IEC60076, etc. Its main function is to convert high-voltage power (such as 10kV, 11kV, etc.) into low-voltage power (such as 220V, 240V) through the transformer for use in homes, shops, industrial equipment, etc. It is suitable for residential areas, commercial areas, rural power grids, agricultural facilities and small industrial power supply. Standard features encompass mineral oil insulation (ONAN cooling), aluminum or copper windings, primary voltages 2.4kV–34.5kV grounded wye or delta (common: 7200/12470GrdY, 7620/13200GrdY, 12470GrdY/7200, 24940GrdY/14400, 34500GrdY/19920), secondary 120/240V or 240/120V split-phase, BIL ratings 95–150kV HV / 30kV LV, impedance typically 2.0–4.0%, ±2×2.5% or 5-position tap changer, conventional or CSP (completely self-protected) configurations with internal fuses, lightning arresters, weak-link protection, pressure relief valve, oil sight gauge, and ANSI 70 gray tank finish. Efficiency typically reaches 99.11%+, with low sound levels and corrosion-resistant hardware for extended outdoor service.
75kVA Conventional Type Single Phase Pole Mounted Transformer
NPC ELECTRIC has been specialized in manufacturing 75kVA Conventional Type Single Phase pole Mounted transformer for more than 20 years, which complies with international standards such as ANSI/IEEE C57, IEC60076 and other standards. Its main function is to convert high voltage electricity (such as 11kV, 13.8kV, etc.) into low voltage electricity (such as 120V/240V), providing stable and reliable power supply to end users. It is suitable for residential, commercial, agricultural and small industrial loads. Typical specifications include mineral oil insulation (ONAN cooling), aluminum or copper windings, primary voltages 2.4kV–34.5kV grounded wye or delta (common: 7200/12470GrdY, 7620/13200GrdY, 12470GrdY/7200, 24940GrdY/14400, 34500GrdY/19920), secondary 120/240V or 240/120V split-phase, BIL ratings 95–150kV HV / 30kV LV, impedance typically 2.0–4.0%, ±2×2.5% or 5-position tap changer, conventional or CSP (completely self-protected) configurations with internal fuses, lightning arresters, weak-link protection, pressure relief valve, oil sight gauge, and ANSI 70 gray tank finish. Efficiency typically reaches 99.17–99.19% at 50% load per DOE levels, with low sound levels and corrosion-resistant hardware for extended outdoor service.
Instrumentation Cables—XLPE Insulated,Individual & Overall Screened,Lead Sheathed,Wire Armoured PVC Sheathed Cables(CU/XLPE/IOSCR/LEAD/SWA/PVC)
Instrumentation Cables are multi-conductor cables that carry and transport low-voltage electrical signals. These low-voltage signals are used to control and monitor electrical power systems. Instrumentation cables have many different industrial applications that include broadcasting, equipment control, such as drilling and pumping in the oil and gas industry, and data transfer, which includes analog and digital signals. They are manufactured according to the BS EN 50288-7 and BS EN 50288-1 standards to ensure quality. Depending on the application, instrumentation cables can be insulated with PVC or XLPE; the cables can be armoured or unarmoured. The sheathing materials can be of PVC, LSZH, or PE. The cables can have additional flame retardant or flame retardant properties, and they can be manufactured with special protections such as lead sheaths, or DRYLAM or AIRBAG technology.
25000kVA Oil-Immersed Copper Transformer For Substation
The 25,000kVA oil-immersed copper transformer is engineered for high-standard power distribution in large industrial facilities, utility networks, and high-voltage substations. Built with premium pure copper windings, it delivers exceptional electrical conductivity, reduced losses, and long-term operational stability. The oil-immersed cooling system ensures efficient heat dissipation, allowing the transformer to perform reliably under continuous heavy load conditions.Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion