2Y-high-voltage-power-cable-2.webp)
2Y-high-voltage-power-cable-2-small.webp)
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable
The 2XS(FL)2Y MDPE High Voltage Power Cable is a single-core aluminum conductor cable with XLPE insulation and an MDPE sheath, rated 76/132 (145) kV. Designed for extra-high voltage power transmission, it meets IEC 60840 standards, offering excellent electrical performance, mechanical protection, and water resistance for demanding environments. Its construction includes a copper conductor, semi-conductive conductor screen, XLPE insulation, semi-conductive insulation screen, semi-conductive water swelling tape, copper wire metallic screen, longitudinal aluminum tape with PE copolymer coating, and an MDPE sheath. Water-blocking tape prevents water propagation, ensuring reliable operation in power stations, industrial plants, and distribution systems. Suitable for underground, underwater, outdoor, indoor, and duct installations, this cable is ideal for distribution networks and connections to generation units, industrial plants, and processes.
- Voltage Rating(Uo/U)(Um) 76/132kV (145kV)
Construction
Technical Specifications
Quality Control
Application
Construction
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable Constrution
Conductor
Copper conductor (optional watertightness – WTC)
Conductor Screen
Semi-conductive screen extruded on the phase conductor
Insulation
XLPE (Cross-Linked Polyethylene)
Insulation Screen
Semi-conductive screen extruded on insulation
Wrapping
Semi-conductive water swelling tape
Metallic Screen
Copper wires and equalising tape
Sheath
MDPE (Medium Density Polyethylene) Optional —semi-conductive layer
Sheath Colour
Black
Manufacturer Standard
IEC 60840
Tape
Longitudinally applied aluminium tape coated with PE copolymer
Application
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable is designed for distribution networks and connections to generation units, plants, and processes, suitable for installation underground, underwater, outdoors, indoors, and in cable ducts. Its water-blocking tape prevents water propagation inside the cable, ensuring reliable operation in power stations, industrial sites, and distribution systems.
Technical Specifications
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable
| No. Of Cores |
NOMINAL CROSS SECTIONAL AREA mm² |
INSULATION mm |
METALLIC SCREEN |
NOMINAL WEIGHT kg/km |
MAXIMUM PULLING FORCE kN |
||
| Nominal Thickness |
Nominal Diameter Over |
Nominal Cross Section mm² |
Nominal Diameter Over mm |
||||
| 1 | 185RM | 18.0 | 54.8 | 95 | 60.6 | 5730 | 9.3 |
| 1 | 240RM | 17.0 | 55.5 | 95 | 61.3 | 6220 | 12.0 |
| 1 | 300RM | 16.5 | 55.9 | 95 | 61.7 | 6770 | 15.0 |
| 1 | 400RM | 16.0 | 57.6 | 95 | 63.4 | 7620 | 20.0 |
| 1 | 500RM | 16.0 | 60.4 | 95 | 66.2 | 8800 | 25.0 |
| 1 | 630RM | 16.0 | 64.9 | 95 | 70.7 | 10380 | 31.5 |
| 1 | 800RM | 16.0 | 69.3 | 95 | 75.1 | 12250 | 40.0 |
| 1 | 1000RM | 16.0 | 72.9 | 95 | 78.7 | 14390 | 50.0 |
| 1 | 1200RMS | 16.0 | 77.8 | 95 | 83.6 | 16670 | 60.0 |
| 1 | 1400RMS | 16.0 | 82.0 | 95 | 87.8 | 18620 | 70.0 |
| 1 | 1600RMS | 16.0 | 85.8 | 95 | 91.6 | 20910 | 80.0 |
| 1 | 1800RMS | 16.0 | 89.4 | 95 | 95.2 | 23350 | 90.0 |
| 1 | 2000RMS | 16.0 | 90.8 | 95 | 96.6 | 24900 | 100.0 |
| 1 | 3000RMS | 16.0 | 105.6 | 95 | 111.8 | 36520 | 100.0 |
| 1 | 2500RMS | 16.0 | 97.2 | 95 | 103.4 | 30050 | 100.0 |
| 1 | 3000RMS | 16.0 | 105.6 | 95 | 111.8 | 36520 | 100.0 |
Quality Control
2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable
Raw Material Test
Raw material testing is a fundamental quality control stage for the 2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable. Conductors are tested for DC resistance, electrical conductivity, tensile strength, elongation, and dimensional accuracy to ensure efficient power transmission and mechanical integrity. XLPE insulation compounds are evaluated for dielectric strength, volume resistivity, thermal aging resistance, tensile strength, and elongation after aging. These tests confirm insulation stability under the high electrical stress typical of 145kV operation. Semi-conductive screen materials are tested for resistivity uniformity, surface smoothness, and adhesion compatibility with the XLPE insulation layers. The aluminum laminate (FL) moisture barrier is tested for thickness tolerance, bonding strength, corrosion resistance, and longitudinal water-blocking performance.

Process inspection
Process inspection ensures stable and consistent manufacturing of the 2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable throughout all production stages. During conductor stranding and compaction, inspections verify conductor geometry, surface finish, and concentricity. During XLPE insulation extrusion and cross-linking, critical parameters such as extrusion temperature, pressure, and line speed are continuously monitored. Insulation thickness, eccentricity, and surface quality are measured in real time. Clean-room extrusion conditions are maintained to minimize contamination and reduce partial discharge risk. The application of the aluminum laminate screen is inspected to ensure correct overlap, bonding integrity, and continuous moisture barrier performance. MDPE sheath extrusion is monitored for uniform thickness, adhesion, and surface smoothness.

Finished Product
Finished product testing validates the safety, reliability, and performance of the 2XS(FL)2Y MDPE High Voltage 76/132 (145)kV Power Cable before delivery. Electrical tests include conductor resistance measurement, partial discharge testing, AC voltage withstand testing, and heating cycle tests in accordance with IEC standards for 145kV systems. Mechanical tests evaluate tensile strength, bending performance, and impact resistance to ensure installation reliability. Thermal tests confirm insulation stability under continuous operating temperatures. Water penetration and sheath integrity tests verify long-term moisture protection. Dimensional inspections confirm conductor size, insulation thickness, screen structure, and MDPE sheath thickness. Final visual inspection ensures correct marking, smooth surface finish, and defect-free construction.
Application
The 2XS(FL)2Y MDPE 76/132 (145)kV power cable is used for underground extra-high-voltage transmission in utility grids, substations, renewable energy connections, industrial complexes, and major infrastructure projects.








Technical Advantages
● 30+ years of manufacturing experience
● ISO and UL certified production
● Customized cable and transformer solutions











Product Packaging

Wires and Cables packaging (1)

Wires and Cables packaging (2)

Wires and Cables packaging (3)

Wires and Cables packaging (4)

Wires and Cables packaging (5)

Wires and Cables packaging (6)

Wires and Cables packaging (7)

Wires and Cables packaging (8)
Related Products
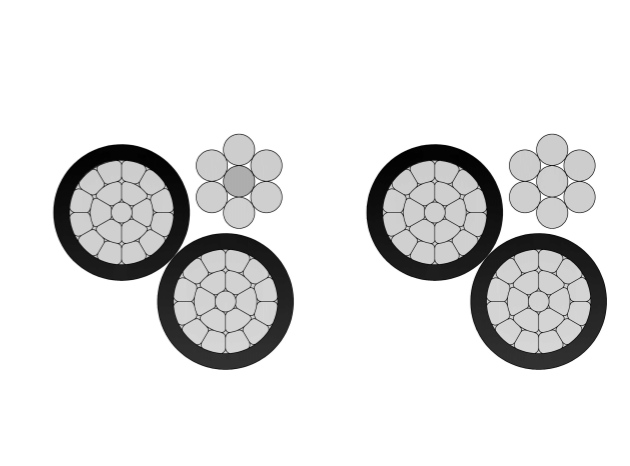
Triplex Service Drop Cable
The Triplex Service Drop Cable is designed for overhead power distribution from utility lines to residential and commercial service entrances. It typically consists of two insulated phase conductors and one bare or insulated neutral messenger conductor, twisted together to provide mechanical support and electrical reliability. The phase conductors are insulated with weather-resistant materials such as XLPE or PE, offering excellent resistance to UV radiation, moisture, and environmental aging. Engineered for dependable performance, the Triplex Service Drop Cable ensures stable power delivery while minimizing line losses and installation complexity. Its lightweight yet robust construction allows for easy stringing across poles and buildings, while maintaining adequate tensile strength for long-span applications. Manufactured in accordance with applicable utility and industry standards, this cable is widely used in low-voltage overhead distribution networks where safety, durability, and long service life are essential.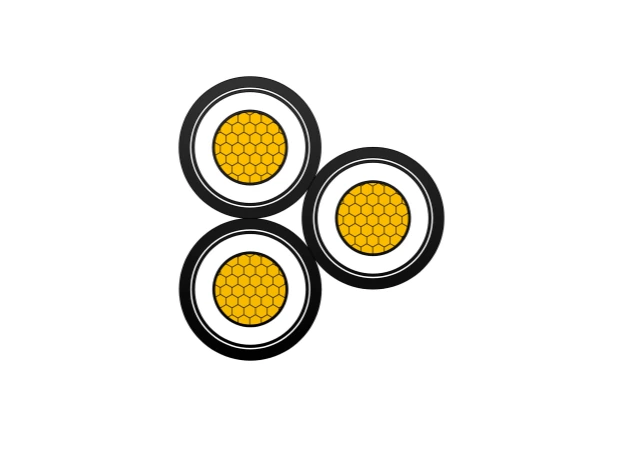
FR-N20XA8E-R 12/20kV Cable Gen to NF C 33-226 - Cu/XLPE/MDPE
The FR-N20XA8E-R Triplex 12/20kV Cable is a high-performance triplex medium-voltage cable manufactured to NF C 33-226 standard for efficient and reliable power distribution. It features three stranded copper conductors (Cu) for superior conductivity, semi-conductive conductor screens, high-quality XLPE (cross-linked polyethylene) insulation for excellent dielectric strength and thermal stability (90°C continuous, 250°C short-circuit), semi-conductive insulation screens, copper wire screens for grounding and protection, and a robust medium-density polyethylene (MDPE) outer sheath providing superior mechanical protection, moisture resistance, UV stability, and chemical resistance. The triplex configuration (three cores twisted together) facilitates easy installation in overhead aerial bundled systems or underground ducts. Compliant with French NF C 33-226 and relevant IEC standards, it offers low dielectric losses, high current-carrying capacity, and long service life in demanding environments. The FR-N20XA8E-R is ideal for MV overhead lines, underground distribution, rural electrification, and urban networks requiring durable, weather-resistant triplex cable.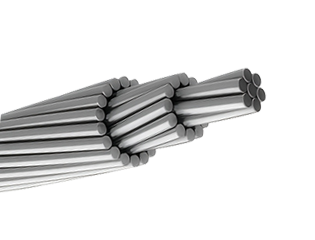
Pigeon ACSR Conductor Cable
The ACSR Pigeon is an Aluminium Conductor Steel Reinforced (ACSR) featuring a durable galvanised steel core encased in concentrically stranded hard-drawn 1350-H19 aluminium wire layers, compliant with ASTM B232 standards. Compliant with ASTM B230, B232, and ICEA standards, this cable offers a breaking load of approximately 6,650 lbs and a current rating up to 340 amps in overhead applications. The aluminum 1350-H19 provides excellent corrosion resistance and low electrical resistance, while the steel enhances sag control over long spans. Suitable for voltages up to 230kV in distribution lines, the Pigeon ACSR Conductor Cable minimizes line losses and withstands harsh weather, including wind and ice loading. Its cost-effective design makes it popular for utility upgrades and rural electrification, ensuring reliable power delivery with minimal maintenance in overhead transmission and distribution systems worldwide.
1033.5 MCM Bluebell AAC All Aluminum Bare Conductor Cable
The 1033.5 MCM Bluebell AAC Cable represents premium All Aluminum Conductor technology for overhead power applications. Built with 37 strands of high-conductivity 1350-H19 aluminum, this bare conductor delivers an optimal balance of electrical efficiency and mechanical robustness. With a 1.170-inch diameter, 17,900 lbs breaking strength, and 1033 amps ampacity, the Bluebell AAC offers low DC resistance of 0.0167 ohms per 1000 ft at 20°C and a weight of 970.3 lbs per 1000 ft. This design minimizes sag while providing excellent corrosion resistance for extended outdoor service. Manufactured to meet ASTM B-230 and B-231 standards, the 1033.5 MCM Bluebell AAC Cable undergoes extensive quality testing from raw materials through finished product. It is the ideal solution for new installations and upgrades in transmission and distribution systems that demand lightweight, high-conductivity bare aluminum conductors.
Instrumentation Cables—XLPE Insulated,Individual & Overall Screened, Wire Armoured PVC Sheathed Cables(CU/XLPE/IOSCR/SWA/PVC)
Tailored for resilience under thermal and mechanical stress, the Instrumentation Cables—XLPE Insulated, Individual & Overall Screened, Wire Armoured PVC Sheathed Cables (CU/XLPE/IOSCR/SWA/PVC) ensure accurate signal transmission in challenging conditions. Stranded copper conductors offer low resistance and bendability, with XLPE insulation enabling 90°C continuous use and 250°C short-circuit resistance. Dual screening—individual for crosstalk minimization and overall aluminum/polyester with drain wire for EMI/RFI blocking—safeguards data integrity. SWA armour defends against physical hazards, while PVC sheath provides flame resistance and waterproofing. Adhering to BS EN 50288-7 and BS EN 50288-1, these multi-pair/triad cables handle analogue/digital circuits with reduced capacitance, supporting complex systems. Versatile for ducts, direct burial, or outdoor exposures, they improve uptime, cut failures, and enhance efficiency in heat-prone areas. With superior thermal stability and insulation properties, this CU/XLPE/IOSCR/SWA/PVC is essential for professionals needing armoured, dual-screened solutions that minimize costs and maximize performance in industrial sectors.
H07V-U H07V-R H07V-K
H07V-K cable is used for the internal wiring of electric motors and transformers as well as other electrical appliances and lighting applications. It can be used in and at electronic appliances for measuring, regulating and controlling. The cables are also ideal for laying in pipes, surface wiring and conduit installations. Specifications according to HD 516 apply for respective specific applications. H07V-U cable is intended for the installation to inside of apparatus as well as for the protective laying to the lightings, in dry rooms, in production facilities, switch and distributor boards, in tubes, under and surface mounting of plasters. H07V-R cable is preferably for installation indoors, in cable ducts, and in industrial plants or switching stations, under ground installation. It can be used in switchboards and distributor boards or where a thicker strand of multi-wire is required. Found in electronic and electrical equipment and switch gear cabinets designed for export to a European country and for MRO replacement of European-made equipment wire.FAQ From Customers
-
What are the advantages of power cables and overhead lines?(1) Reliable operation, because it is installed in a hidden place such as underground, it is less damaged by external forces, has less chance of failure, and the power supply is safe, and it will not cause harm to people; (2) The maintenance workload is small and frequent inspections are not required; (3) No need to erect towers; (4) Help improve power factor.
-
Which aspects should be considered when choosing the cross section of a power cable?(1) The long-term allowable working current of the cable; (2) Thermal stability once short circuited; (3) The voltage drop on the line cannot exceed the allowable working range.
-
What are the measures for cable fire prevention?(1) Use flame-retardant cables; (2) Use fireproof cable tray; (3) Use fireproof paint; (4) Fire partition walls and fire baffles are installed at cable tunnels, mezzanine exits, etc.; (5) Overhead cables should avoid oil pipelines and explosion-proof doors, otherwise local pipes or heat insulation and fire prevention measures should be taken.
-
What should be paid attention to during the transportation and handling of cables?(1) During transportation, loading and unloading, cables and cable reels should not be damaged. It is strictly forbidden to push the cable reels directly from the vehicle. Generally, cables should not be transported and stored flat. (2) Before transporting or rolling the cable reel, ensure that the cable reel is firm, the cable is wound tightly, the oil pipe between the oil-filled cable and the pressure oil tank should be fixed without damage, the pressure oil tank should be firm, and the pressure indication should meet the requirements.
-
What inspections should be carried out for the acceptance of cable lines?(1) The cable specifications should meet the regulations, the arrangement should be neat, no damage, and the signs should be complete, correct and clear; (2) The fixed bending radius of the cable, the related distance and the wiring of the metal sheath of the single-core power cable should meet the requirements; (3) The cable terminal and the middle head should not leak oil, and the installation should be firm. The oil pressure of the oil-filled cable and the meter setting should meet the requirements; (4) Good grounding; (5) The color of the cable terminal is correct, and the metal parts such as the bracket are completely painted; (6) There should be no debris in the cable trench, tunnel, and bridge, and the cover should be complete.
Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion