

Type 210 Flexible Rubber Mining Cable
The Type 210 Flexible Rubber Mining Cable is a 1.1kV medium-voltage cable engineered for mining handheld drills and boring machines. It features flexible stranded tinned annealed copper conductors, EPR insulation, and a composite copper/polyester screen for improved electrical shielding. The heavy-duty PCP sheath offers oil resistance, abrasion protection, and flame retardancy, ensuring durability in harsh underground conditions. Compliant with AS/NZS 2802 and related standards, this cable delivers long-lasting performance in demanding environments requiring high flexibility and mechanical strength.
- Voltage Rating 1.1kV
Construction
Technical Specifications
Quality Control
Application
Construction
Type 210 Flexible Rubber Mining Cable Constrution

Conductor
Flexible stranded tinned annealed copper
Insulation
EPR (Ethylene Propylene Rubber)
Insulation Screen
Semiconductive elastomer
Conductor Screen
Paper Separator
Composite Screen
Tinned annealed copper braiding interwove with polyester yarn
Pilot Core
EPR covered flexible stranded tinned Copper
Cradle Separator
Semi-conductive thermosetting compound
Sheath Colour
BIack
Manufacturer Standard
AS/NZS 1802:2003, AS/NZS 1125, AS/NZS 3808, AS/NZS 5000.1
Central Extensible Pilot
EPR (Ethylene Propylene Rubber) insulated stranded tinned copper
Sheath
Heavy duty PCP (Polychloroprene) (CPE/CSP sheath can be offered upon request)
Application
Type 210 Flexible Rubber Mining Cable is primarily used for hand-held boring machines and drills in mining operations. It provides reliable power supply in demanding underground environments requiring flexibility and durability.
Technical Specifications
Type 210 Flexible Rubber Mining Cable
Type 210 Flexible Rubber Mining Cable
| No. Of Cores |
NOMINAL CONDUCTOR AREA mm² |
NUMBER/ SIZE STRAND No/mm |
CORE SCREEN | PILOT CONDUCTOR |
NOMINAL OVERALL DIAMETER mm |
NOMINAL WEIGHT kg/km |
||
|
STRAND SIZE No/mm |
AREA OF SCREEN mm² |
STRAND SIZE No/mm |
THICKNESS OF COVERING mm |
|||||
| 3 | 1.5 | 30/0.25 | 7/0.25 | 5.2 | 24/0.20 | 0.8 | 23.7 | 83 |
| 3 | 2.5 | 30/0.25 | 7/0.25 | 5.8 | 24/0.20 | 0.8 | 25.1 | 92 |
Quality Control
Type 210 Flexible Rubber Mining Cable
Raw Material Test
Raw Material Test for Type 210 Flexible Rubber Mining Cable ensures extra-heavy-duty mining-grade quality and safety. The rigorous process includes: Supplier Certification Review: Verify class 5 tinned copper conductors meet AS/NZS 1125 or IEC 60228 for purity (>99.9% Cu), stranding, and tin coating; EPR insulation and extra-heavy-duty rubber sheath compounds certified to AS/NZS 2802 for flame retardancy, abrasion, and impact resistance. Conductor Analysis: Test tinned copper for tensile strength (>200 MPa), elongation (>20%), conductivity (≥97% IACS), and tin layer uniformity to ensure corrosion resistance and flexibility under extreme drag/reeling. Insulation Testing: EPR insulation evaluated for tensile (>6.5 MPa), elongation (>300%), dielectric strength (>20 kV/mm), thermal aging (100°C/168h), hot set test (≤175% elongation after 200°C/15 min), and water absorption resistance.

Process inspection
Process Inspection during manufacturing of Type 210 Flexible Rubber Mining Cable maintains mining safety and extra-heavy-duty consistency. Steps include: Conductor Stranding: Monitor class 5 stranding for uniform lay length, compactness, and no loose strands using online gauges. Insulation Extrusion: Apply EPR insulation at controlled thickness; inline diameter scanners, eccentricity monitors, and spark testers detect voids or defects. Screening Application: Braid tinned copper with precise coverage (>80%) and tension control; real-time monitoring of braid angle and optical coverage for effective EMI protection. Outer Sheath Extrusion: Extrude extra-heavy-duty rubber sheath; continuous checks on thickness, surface finish, adhesion, and enhanced abrasion/crush properties.

Finished Product
Finished Product Test confirms the Type 210 Flexible Rubber Mining Cable meets stringent mining standards before shipment. The procedure includes: Visual & Dimensional Inspection: Examine full length for defects, uniformity, markings, and measure outer diameter/weight per meter. Electrical Tests: Conductor DC resistance, insulation resistance (>1000 MΩ·km), high-voltage withstand (e.g., 11kV for 3.6/6kV class/5 min), partial discharge, and screen continuity per AS/NZS 2802/IEC. Mechanical Evaluation: Bending radius (6–8× OD), tensile strength, enhanced crush resistance, extreme abrasion/tear tests, and dynamic flexing to simulate mining reeling. Sheath & Insulation Performance: Oil immersion, superior flame retardancy (AS/NZS 1660.5.1 or IEC 60332), thermal aging, impact resistance, and moisture resistance verified.
Application
The Type 210 Flexible Rubber Mining Cable is ideal for high-stress underground coal and metalliferous mining trailing/reeling operations, continuous miners, longwall shearers, shuttle cars, face equipment, loaders, and heavy mobile machinery requiring extra-heavy-duty, screened, flame-retardant cable with superior mechanical protection and EMI shielding.








Technical Advantages
● 30+ years of manufacturing experience
● ISO and UL certified production
● Customized cable and transformer solutions











Product Packaging

Wires and Cables packaging (1)

Wires and Cables packaging (2)

Wires and Cables packaging (3)

Wires and Cables packaging (4)

Wires and Cables packaging (5)

Wires and Cables packaging (6)

Wires and Cables packaging (7)

Wires and Cables packaging (8)
Related Products
ALL ALUMINUM CONDUCTORS(AAC)
All Aluminum Conductors (AAC) are essential for overhead power transmission and distribution, constructed from concentrically stranded hard-drawn 1350 aluminum wires. Known for their superior electrical conductivity—up to 61.2% IACS—these conductors minimize energy losses, making them cost-effective for urban and rural grids. Lighter than steel-reinforced options, AAC simplifies installation and reduces structural demands on poles and towers. Their excellent corrosion resistance suits moderate environments, though they exhibit higher sag in long spans compared to alloys. Compliant with standards like ASTM B231 and IEC 60889, AAC is available in various sizes, from small distribution lines to higher voltage applications. The stranded design enhances flexibility and durability against wind and ice loads. Ideal for primary and secondary overhead lines, AAC supports efficient power delivery with minimal maintenance. By optimizing conductivity and weight, these conductors contribute to sustainable energy infrastructure, reducing operational costs and enhancing reliability in standard utility setups. Their recyclability aligns with eco-friendly practices in modern electrical networks.
2 AWG IRIS AAC Cable
The 2 AWG IRIS AAC Cable is a premium All Aluminum Conductor designed for efficient overhead power transmission and distribution. Manufactured with high-purity 1350-H19 aluminum wires in a 7-strand concentric lay configuration, this bare conductor offers excellent electrical conductivity and lightweight performance. Ideal for urban and rural utility networks, the IRIS AAC delivers superior current-carrying capacity up to 185 amps while maintaining low sag and high reliability in various weather conditions. Its corrosion-resistant properties ensure long service life with minimal maintenance. Rigorously tested from raw materials to finished product, the 2 AWG IRIS AAC Cable meets or exceeds ASTM B-230 and B-231 standards, providing optimal strength-to-weight ratio and low DC resistance of 0.260 ohms per 1000ft. Choose this dependable solution for cost-effective power delivery in overhead lines on poles and towers.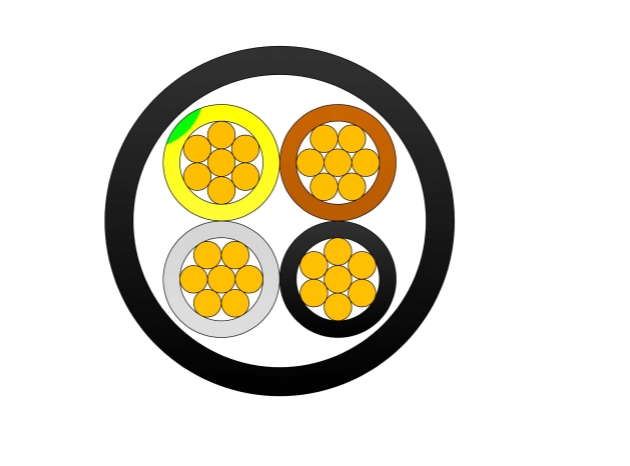
PV SOLAR Copper XLPE Insulated
The PV Solar Copper XLPE Insulated Cable is a premium solar cable engineered for efficient and reliable photovoltaic power systems. It utilizes high-purity stranded copper conductors for maximum conductivity and flexibility, paired with cross-linked polyethylene (XLPE) insulation that provides outstanding thermal stability, UV resistance, and weatherproof performance. Rated for DC 1.8kV and AC 0.6/1kV, this cable meets TÜV 2PfG 1169, EN 50618, and UL 4703 standards, ensuring safety and durability in harsh outdoor conditions. The PV Solar Copper XLPE Insulated Cable offers low voltage drop, high current capacity, and excellent flame retardant properties. Its superior flexibility facilitates easy installation in complex solar arrays. It is the preferred choice for high-end solar farms, rooftop systems, and commercial photovoltaic projects where maximum efficiency and long-term reliability are required.
Single Conductor URD Cable
The Single Conductor URD Cable is a reliable and economical 600V underground residential distribution cable engineered for service entrance and secondary power delivery. It features a stranded AA8000 aluminum alloy conductor with XLPE insulation and a concentrically stranded aluminum alloy neutral, all protected by a durable black polyethylene sheath. This single conductor design provides excellent flexibility, high conductivity, and superior moisture resistance, making it suitable for direct burial or conduit installations. Lightweight and corrosion-resistant, the Single Conductor URD Cable is a practical alternative to copper cables while maintaining strong mechanical performance. Manufactured to UL 854 and ICEA standards, it undergoes extensive quality testing to ensure consistent performance and long service life in underground environments.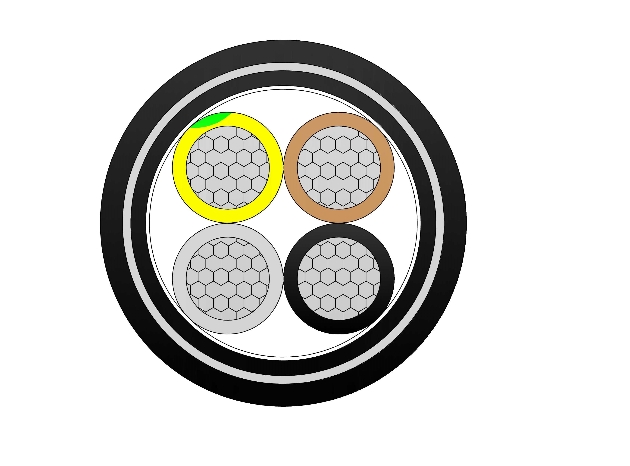
NAYBY 0.6/1kV Low Voltage Power Cable
NAYBY 0.6/1kV are low voltage power cables designed according to DIN VDE 0276 standard, suitable for fixed installation in indoor, outdoor, underground, cable ducts, or concrete (not exposed to vibration), with steel tape armoring providing additional mechanical protection. Featuring stranded or solid aluminium conductors, PVC insulation, filler, and robust PVC outer sheath, it complies with VDE 0276-603 and IEC standards. This unarmoured cable offers good electrical properties, mechanical strength, and resistance to moisture and chemicals. Lightweight aluminium design reduces installation and material costs compared to copper equivalents. Suitable for direct burial, ducts, or indoor fixed installations where mechanical protection is not critical. Flame-retardant with adequate current-carrying capacity, the NAYBY 0.6/1kV Low Voltage Power Cable ensures reliable performance with minimal losses.
GREELEY AAAC Conductor Cable
GREELEY AAAC (All Aluminum Alloy Conductor) cables are manufactured in accordance with ASTM B399 standards, offering a balance of strength, conductivity, and corrosion resistance. With 850 mm² nominal area and 61-strand construction, it features heat-treated aluminum-magnesium-silicon alloy (6201-T81) for enhanced strength (295 MPa min) and conductivity (53% IACS min). Meeting ASTM B398, B399, IEC 61089, and BS EN 50182 standards, this cable supports ampacity up to 1250A at 75°C and voltages up to 33kV. The uniform alloy eliminates bimetallic issues, offering superior corrosion resistance in harsh environments compared to ACSR. Low weight reduces sag and installation costs, enabling longer spans. The Greeley AAAC Conductor Cable provides minimal electrical losses, high mechanical endurance, and excellent weather tolerance. Flame-retardant options available. Suited for urban grids, renewable connections, and coastal installations, it ensures cost-effective, maintenance-free power delivery in overhead systems globally, outperforming traditional conductors in reliability and lifespan.FAQ From Customers
-
What are the advantages of power cables and overhead lines?(1) Reliable operation, because it is installed in a hidden place such as underground, it is less damaged by external forces, has less chance of failure, and the power supply is safe, and it will not cause harm to people; (2) The maintenance workload is small and frequent inspections are not required; (3) No need to erect towers; (4) Help improve power factor.
-
Which aspects should be considered when choosing the cross section of a power cable?(1) The long-term allowable working current of the cable; (2) Thermal stability once short circuited; (3) The voltage drop on the line cannot exceed the allowable working range.
-
What are the measures for cable fire prevention?(1) Use flame-retardant cables; (2) Use fireproof cable tray; (3) Use fireproof paint; (4) Fire partition walls and fire baffles are installed at cable tunnels, mezzanine exits, etc.; (5) Overhead cables should avoid oil pipelines and explosion-proof doors, otherwise local pipes or heat insulation and fire prevention measures should be taken.
-
What should be paid attention to during the transportation and handling of cables?(1) During transportation, loading and unloading, cables and cable reels should not be damaged. It is strictly forbidden to push the cable reels directly from the vehicle. Generally, cables should not be transported and stored flat. (2) Before transporting or rolling the cable reel, ensure that the cable reel is firm, the cable is wound tightly, the oil pipe between the oil-filled cable and the pressure oil tank should be fixed without damage, the pressure oil tank should be firm, and the pressure indication should meet the requirements.
-
What inspections should be carried out for the acceptance of cable lines?(1) The cable specifications should meet the regulations, the arrangement should be neat, no damage, and the signs should be complete, correct and clear; (2) The fixed bending radius of the cable, the related distance and the wiring of the metal sheath of the single-core power cable should meet the requirements; (3) The cable terminal and the middle head should not leak oil, and the installation should be firm. The oil pressure of the oil-filled cable and the meter setting should meet the requirements; (4) Good grounding; (5) The color of the cable terminal is correct, and the metal parts such as the bracket are completely painted; (6) There should be no debris in the cable trench, tunnel, and bridge, and the cover should be complete.
Welcome your inquiry
Honesty, Integrity, Frugality, Activeness and Passion